在加工铝件时发生的工件发黑、发霉原因及解决方法
铝件加工、储存过程中工件发黑、发霉问题是困扰很多铝材加工业客户的大难题,尤其是炎炎夏日,这类问题出现频率更高,针对这一现象,我们要“对症下药”。
铝件加工过程中出现的问题
01 铝材材质问题
原因
铝件在加工前表面就出现发黑、发暗的情况,可能是铝材含铁量超标,甚至是由废铝熔炼而成的铝材。这样的铝材在性能上可能达不到实际要求。
解决方案
选择符合标准的铝材进行加工。
02 现场配液用水问题
原因
水中的有害离子导致铝腐蚀。配液用水的电导率过高,有害离子(如游离氯)可能会与铝合金发生反应,导致铝件发黑。
解决方案
使用纯水(也叫去离子水)或脱盐水(经过蒸馏、膜分离、离子交换等方式处理过的水)配液可有效解决由于现场水质原因对铝件造成的电化学腐蚀。
03 现场金属加工液管理问题
原因
①金属加工液如果使用浓度过高或过低都可能对铝件造成腐蚀发黑。
②加工过程中工作液中细菌不断繁殖,工作液会逐渐腐败,腐败后的工作液,可能会影响对铝材的防护效果,造成铝件发黑。
解决方案
①根据操作规程要求定时、定量进行补液换液操作。
②定期检测工作液控制指标,确保工作液各项指标处于正常范围。
04 金属加工液选择问题
原因
选择不适当的金属加工液进行机加工处理一段时间后,铝件就会产生发黑、发霉,甚至出现长毛现象,实际就是铝材腐蚀。
解决方案
一般不建议选择高碱值的金属加工液作为铝材金属加工液,工作液pH值维持在8.5-9.5之间。对于加工周期长,高排放量需求的铝材加工,一般选择乳化型金属加工液,例如华阳新兴集团生产的铝材通用型金属加工液SKH®-713;对于加工周期短,低排放量需求的铝材加工可以选择全合成或微乳型金属加工液,例如华阳新兴集团生产的通用型微乳化加工液SKH®-715N。
05 设备问题
问题
在对敏感铝合金加工过程中,如果采用钢铁材质夹具,可能会出现由于电化学腐蚀导致的铝件一端发黑的问题。
解决方案
夹具更换为铝材质。
铝件储存过程中出现的问题
01 工艺问题
问题
铝合金机加工工序之后,不做任何清洁处理,未将工件表面残留的脱模剂、切削液、皂化液等腐蚀性物质以及其他污渍完全清洗干净,这些污渍加快了铝件长霉点、变黑的速度。
解决方案
对加工后的铝件应采用适合的清洗方式及时清洗。
02 储存问题
问题
长期处于高温高湿条件下的铝件,会因环境因素影响导致其发黑发霉;特别是储存在非平整表面的铝件,会由于其磨损导致氧化膜破坏,加剧其发霉发黑的程度。
解决方案
可以将铝件置于干燥通风的地方,避免与地面直接接触,以免破坏表面氧化膜。
【对于已经发黑的铝件】
可以采用专业的铝合金清洗剂去除表面霉斑、“黑色氧化膜”等。如使用华阳新兴集团通用型金属酸洗剂SKH®-209配合超声波或浸泡刷洗等清洗方式,可以有效解决铝件发黑、生霉斑问题。
实际案例展示
01

该客户对工件的精度要求高,在使用SKH®-713进行铝材与铜材的加工处理后,工件表面光滑平整、精度高、无腐蚀,同时可提高刀具的使用寿命,满足用户高标准的现场需求。
02
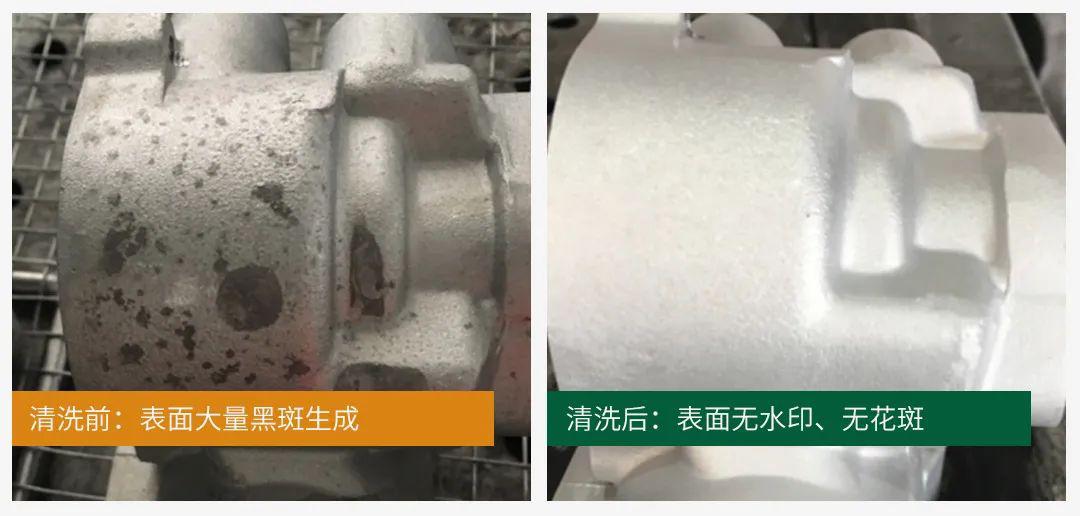
某客户生产的铸铝配件表面因当地生产环境因素影响(温度及湿度较高),在储存过程中,铸铝工件表面有黑斑生成,工件在装配前需去除表面黑斑。
客户使用SKH®-209配合超声波清洗工艺去除工件表面的黑斑,清洗完成的工件经高压空气干燥处理后,工件表面无水印、无花斑,满足客户需求。

免责声明:本文来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着铝加网赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为铝加网对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与0757-85529962联系处理。






